Chauhan Infotech Solutions
3
Aug
What is your review of Fashion Institute of Technology?
After a whirlwind tour at the Fashion Institute of Technology (FIT), I'm practically bursting at the seams with enthusiasm! This place is like the Versace of fashion schools - innovative, stylish, and unapologetically bold. The courses are so in-depth, I swear I could stitch a haute couture gown blindfolded by the end of it! The faculty? They're like the fashion Avengers, each with unique superpowers to turn you into a design maestro. If you're dreaming of a fashion career, FIT is your catwalk to success!
READ MORE1
Aug
What will be the next big tech trend after Ai?
Well folks, hold on to your virtual hats because the next big tech trend after AI is already revving up its engines! It's called Quantum Computing, and it's like AI just drank a gallon of rocket fuel. Imagine processing power so immense that it makes your current computer look like an old man shuffling in slippers. It's not just about speed though, it's the ability to solve complex problems, like climate change or world hunger, that current computers can't even begin to comprehend. So get ready, because Quantum Computing is about to make the tech world its playground!
READ MORE27
Jul
Has technology added new jobs to your industry?
In my industry, technology has indeed sparked the creation of new job roles. Due to advancements in digital platforms, positions like social media managers and content strategists have become essential. Not to mention the rise in demand for data analysts, as data-driven decision making becomes crucial. However, there's also a flip side where some traditional roles are being replaced by automation. So, while technology has brought in new opportunities, it's also reshaping the job landscape in my industry.
READ MORE22
Jul
What technology do you wish your bank or credit union had?
As a customer, I wish my bank or credit union had more advanced technology. I'd love to see more user-friendly mobile apps that allow for seamless transactions and real-time updates. Advanced security measures like biometric authentication would also be highly appreciated for added peace of mind. Additionally, AI-based customer service that could assist me 24/7 would be excellent. Lastly, a tool for better financial management and planning would be a game-changer.
READ MORE20
Jul
What issues about technology challenge you most as a teacher?
As a teacher, the challenges I face with technology are numerous. Firstly, the digital divide is a significant issue, as not all students have equal access to technology, creating a disparity in learning experiences. Secondly, keeping up with the constant evolution of technology can be overwhelming. Additionally, concerns about online safety and the inappropriate use of technology by students are constant worries. Lastly, integrating technology effectively into lesson plans while ensuring it enhances, rather than distracts from, learning can be tricky.
READ MORE10
May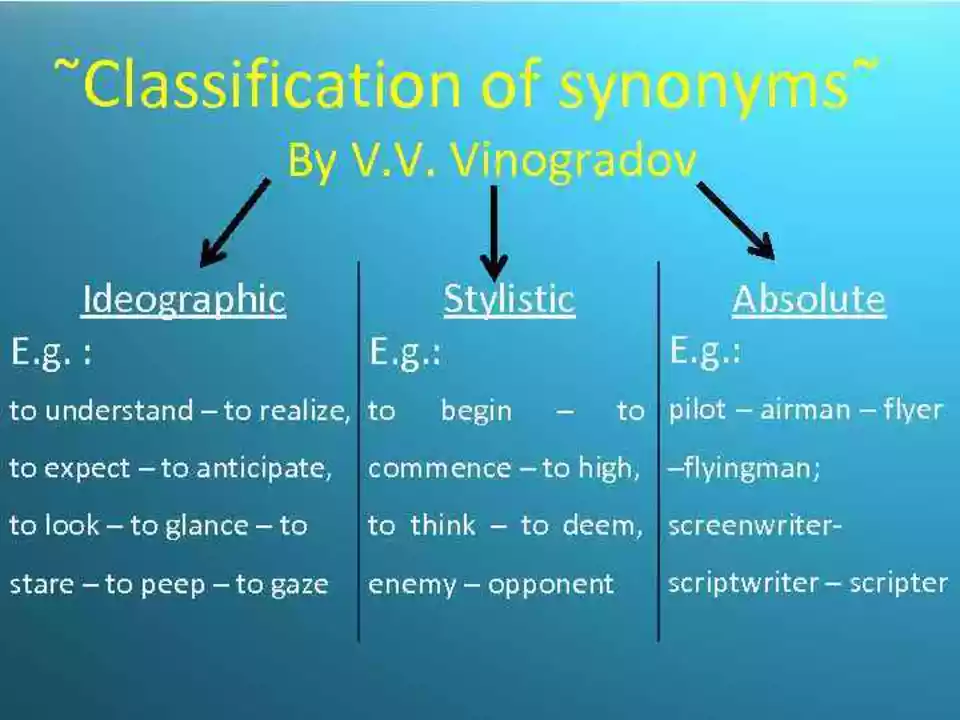
What is the synonym of 'flighty'?
In my recent search for synonyms, I came across the word 'flighty' and found it quite interesting. As it turns out, 'flighty' is often used to describe someone who is easily distracted or changeable in their thoughts and actions. Some synonyms for 'flighty' that I discovered include capricious, fickle, and skittish. These words all convey a similar meaning of being unreliable or whimsical in nature. I find it fascinating how language can offer us so many different ways to express the same idea!
READ MORE1
May
How do technology strategies help companies?
In today's fast-paced world, technology strategies play a crucial role in helping companies stay ahead of the competition. By adopting the right technology, businesses can streamline their processes, reduce operational costs, and improve overall efficiency. Furthermore, technology strategies enable companies to adapt to changing market trends and customer demands. By investing in innovative solutions, businesses can also enhance their products or services, ultimately leading to increased customer satisfaction and long-term growth. Overall, technology strategies are essential for companies to remain competitive and thrive in this digital age.
READ MORE29
MarIs computer programming a form of information technology?
Computer programming is a form of information technology that allows humans to communicate with computers. It is a complex language that enables us to give instructions to the computer, allowing it to perform certain tasks. By programming computers, people can create applications, websites, software, and games. Computer programming is a fundamental element of information technology, and it is what allows us to create and customize computer systems. Without computer programming, we would not have the advancements in technology that we have today. It is a powerful tool that allows us to use computers to their fullest potential.
READ MORE13
Mar
Is Quantum Computing worth learning?
Quantum computing is an emerging technology that is gaining a lot of attention. It promises to revolutionize computing, offering massive gains in speed and power. As such, it is worth learning for anyone interested in computer science. Quantum computing has the potential to solve complex problems that traditional computers can't, making it an invaluable tool for scientists and engineers. It also offers new and exciting opportunities for entrepreneurs and innovators. With its unique and powerful capabilities, quantum computing could be the key to unlocking the full potential of computing. Learning quantum computing is an investment in the future of computing, and it can open up a world of possibilities for those who choose to explore it.
READ MORE15
Feb
Is quantum computing a form of parallel computing?
Quantum computing is a new form of computing that uses the principles of quantum mechanics to process information. It is different from traditional computing in that it is able to process multiple calculations simultaneously, making it a form of parallel computing. Quantum computing has the potential to solve complex problems that are beyond the capabilities of conventional computers, such as molecular simulations and artificial intelligence. It could also revolutionize the way we encrypt and store data, potentially making current security measures obsolete. Although quantum computing is still in its infancy, it has the potential to revolutionize the way we do computing in the future.
READ MORE